


Категория: Инструкции
3.3. Определени потери в массе при высушивании
3.3.1. Аппаратура и посуда
Стаканчики для взвешивания (бюксы) типа СН диаметром не менее 43 мм по ГОСТ 26336.
3.3.2. Проведение испытания
В стаканчик для взвешивания помещают 1,5 г добавки, взвешивают с погрешностью не более 0,001 г и высушивают в течение 2 часов при температуре (40 – 45) ?С.
3.3.3. Обработка результатов
Потерю в массе при вышивании (Х) вычисляют по формуле:
где m – масса навески до высушивания, г:
m1 – масса навески после высушивания, г.
3.4. Определение блескообразующего действия
3.4.1. Аппаратура и реактивы
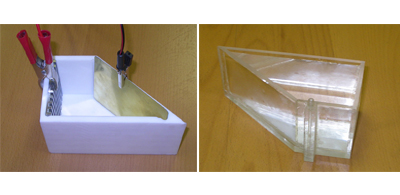
Ячейка Хулла вместимостью 60 см 3. изготовленная по черт. 1 (приложение А) из органического стекла по ГОСТ 17622 толщиной (2 – 4) мм или других материалов, невзаимодействующих с электролитом.
Катод – пластинка длиной (58,0 ± 1,0) мм, шириной (40,0 ± 1,0) мм и толщиной (0,05 – 0,20) мм, изготовленная из меди марки М1, М2 или М3 по ГОСТ 859.
Анод – пластина длиной (35,0 ± 1,0) мм, шириной (40,0 ± 1,0) мм и толщиной (3 – 5) мм, изготовленная из припоя марки ПОС 40 по ГОСТ 21930.
Выпрямитель стабилизирующий (напряжение 0 – 6 В, ток – до 1 А).
Реостат (сопротивление 50 – 200 ?), ток – не менее 0,5 А. (В случае использования регулируемого выпрямителя реостат не нужен).
Амперметр (пределы измерения 0 – 1 А).
Вода дистиллированная по ГОСТ 6709.
Кислота борфтористоводородная по ТУ 6-09-2577.
Кислота борная по ГОСТ 9656.
Олово борфтористое по ТУ 6-09-2683, раствор с массовой долей 30 %.
Раствор борфтористого свинца по ТУ 6-09-4409.
Синтанол марки ДС-10 по ТУ 6-14-577 или синтанол АЛМ-10 по ТУ 6-14-864.
Цилиндры по ГОСТ 1770 или ИСО 4788.
Стаканы по ГОСТ 25336 или ИСО 3819.
Бумага лабораторная фильтровальная по ГОСТ 12026.
3.4.2. Приготовление электролита
Таблица 2 Состав электролита
В цилиндр вместимостью 1 дм 3 налоивают 600 см 3 дистиллированной воды, 300 см 3 борфтористоводородной кислоты, добавляют 20 г борной кислоты и необходимое количество растворов борфтористого олова, борфтористого свинца и перемешивают, пока осадок растворится. В отдельном стаканчике взвешивают 10 г синтанола и добавляют 0,5 г добавки. При перемешивании стаканчик подогревают на водяной бане до получения жидкой консистенции и полного растворения добавки. Содержимое стаканчика количественно переносят в ранее приготовленный раствор, интенсивно его перемешивая. Объем электролита дистиллированной водой доводят до 1 дм 3 .
3.4.3. Проведение анализа
Аппаратуру для электролиза соединяют последовательно. В ячейку Хулла наливают 40 см 3 электролита и при перемешивании магнитной мешалкой проводят электролиз в течение 10 мин. Ток на ячейку – 0,4 А, температура электролита (18 – 22) ?С.
После осаждения покрытия катод промывают водой и сушат фильтровальной бумагой. Внешний вид покрытия должен соответствовать требованиям табл. 1.
4. Транспортирование и хранение
4.1. Добавку транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта и обеспечивающими сохранность тары и продукта.
4.2. Добавку хранят в упаковке изготовителя в вентилирыемых складских помещениях, не ближе, чем 0,5 м от отопительных систем, не допуская попадания прямых солнечных лучей и влаги, при температуре не более 40 ?С.
5. Гарантии изготовителя
5.1. Изготовитель гарантирует соответствие добавки требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения и применения.
5.2. Гарантийный срок хранения добавки – 12 месяцев со дня изготовления.
Приложение A (обязательное)
Copyright © 2001-2002 ЗАО "Хемета-ХимЦентр" Тел: (095) 964-98-64; 964-98-65 Е-майл: info@galvanik.ru Разработка и развитие: Интернет-лаборатория "Ксан"



Рабочий электрод представляет собой платиновую пластину, впаянную в т.н. салазки. Рабочая поверхность электрода равна 0,01 дм 2 .
Подготовку рабочего электрода проводят перед каждым экспериментом. Рабочий электрод обезжиривают венской известью, промывают водой, активируют в 10%-м растворе серной кислоты, тщательно промывают дистиллированной водой и помещают в ячейку:
-наливают в ячейку исследуемый раствор, опускают в нее вспомогательный электрод, а также электрод сравнения (последний помещают в отделение с капилляром Луггина);
-подсоединяют электроды к потенциостату;
-в гальваностатическом режиме, при катодной плотности тока i= 1,0 А/дм 2 наносят покрытие в исследуемом электролите течение 5 минут. (перед никелированием на платиновый электрод предварительно наносят подслой меди из сульфатного электролита, приiк = 1 А/дм 2 в течение 5 минут!)
Порядок снятия поляризационной кривой
Каждый эксперимент начинают с измерения потенциала рабочего электрода (с нанесенным покрытием) в отсутствие внешней поляризации непосредственно после его погружения в исследуемый раствор в течение 2-3 мин. Значения стационарного потенциала записывают в таблицу. Катодную поляризационную кривую снимают в потенциодинамическом режиме со скоростью развертки потенциала 2 мV/с. начиная от потенциала, равного Естац. Интервал измеряемого потенциала устанавливают - 2 В, диапазон тока – 100 мА. Развертку потенциала производят до значений катодной плотности токаi= 5,0 А/дм 2 .
Для каждого условия эксперимента снятие поляризационной кривой проводят не менее 2-х раз на свежеподготовленном электроде с последующим усреднением полученных данных.
На основании полученных данных строят график в координатах плотность тока, А/дм 2. потенциал, В (н.в.э.).
С учетом зависимости выхода по току от потенциала (предоставляется преподавателем) строят парциальные кривые выделения водорода и осаждения металла:
и строят парциальные кривые выделения водорода и осаждения металла. На основании полученных результатов рассчитывают значения перенапряжения, поляризации и поляризуемости для нескольких значений Ei в рабочем диапазоне плотностей тока.
Исследование зависимости ВТ от катодной плотности тока
Вырезают из медной фольги рабочие электроды:
катоды для ячейки Хулла. размером 1,0 дм х 0,8 дм – в количестве 2 шт –
рабочие электроды(катоды) для определения ВТ : размером 0,25?0,2 дм (рабочая поверхность электрода 0,1 дм 2 ) – в количестве12 штук
Рабочие электроды тщательно обезжиривают венской известью, промывают водой, активируют в 10%-ном растворе серной кислоты, промывают дистиллированной водой, сушат с помощью фильтровальной бумаги. Образцы взвешивают (за исключением катодов для ячейки Хулла) и заносят показания в таблицу.
Определение диапазона рабочих плотностей тока исследуемого электролита.
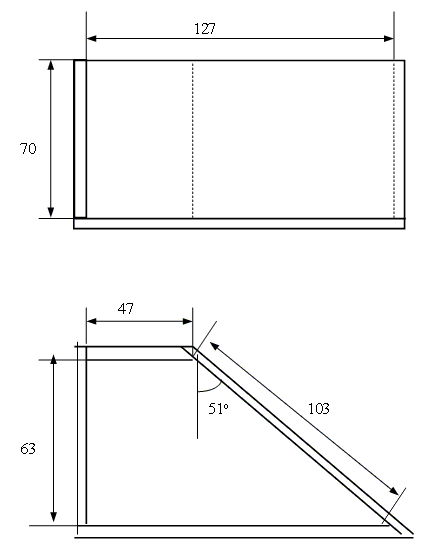
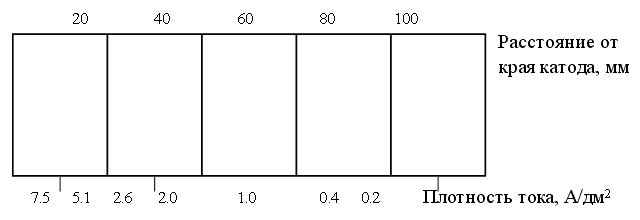
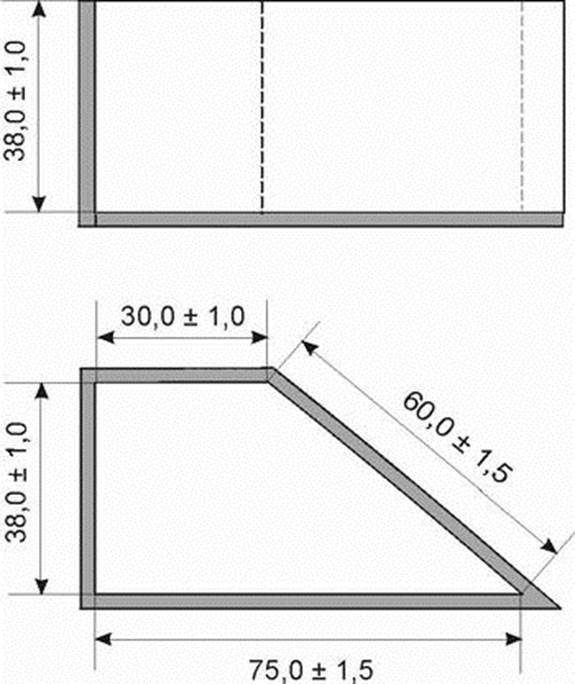
Диапазон рабочих плотностей тока, т.е.область катодных плотностей тока, в которой осаждаются покрытия допустимого качества, определяют с помощью угловой ячейки Хулла. (HullCell) с рабочим объемом 267 мл, которую принято считать стандартной. Она представляет собой небольшую косоугольную ванночку, одна сторона которой образует с прилегающей стороной угол 51?(рис.1). На катоде, расположенном под углом к аноду, ток распределяется неравномерно – на левом ближнем к аноду конце катодной пластины плотность тока и, как следствие, толщина покрытия в несколько раз больше, чем на некотором удалении от него. Как видно из приведенного на рис.3. распределения плотностей тока вдоль поверхности катода, на катодной пластине в ячейке Хулла реализуется широкий диапазон плотностей тока. Это даёт возможность в одном опыте определить рабочий диапазон плотностей тока исследуемого электролита, смоделировать нанесение покрытия на детали практически любой сложности и оценить состояние электролита в производственной ванне любого объема по результатам тестирования электролита в ячейке Хулла.
7.5 5.1 2.6 2.0 1.0 0.4 0.2 Плотность тока, А/дм 2
Рис.3. Распределение плотностей тока на катоде
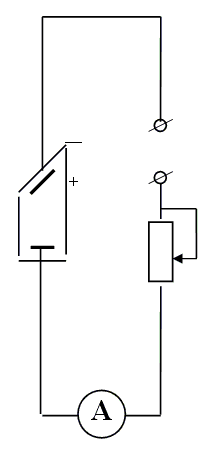
Порядок работы с угловой ячейкой:
В угловую ячейку устанавливают анод, катодную пластину и заливают 267 мл исследуемого электролита. В качестве анода в ячейке Хула используют пластину из осаждаемого металла размером 0,9дм Х 0,8дм. Собирают схему электролиза (рис.2), используя в качестве источника электрического тока стабилизированный источник постоянного тока БП-5. и проводят электролиз в течение10 минут при силе тока1,0 А. По окончании электролиза катодную пластинку извлекают из ячейки, промывают водой, сушат фильтровальной бумагой и подвергают визуальному исследованию. Исходя из того, что осаждаемое покрытие в рабочем диапазоне должно быть гладким, компактным и неосыпающимся, выбирают диапазон рабочих плотностей тока для исследуемого электролита.
Определение катодного выхода по току.
Из установленного с помощью ячейки Хулла рабочего диапазона плотностей тока выбирают не менее 4 значений плотности тока, для которых и определяют ВТ. Для каждой из выбранных плотностей тока рассчитывают силу тока и время электролиза, необходимое для осаждения 10 мкм покрытия, исходя из 100% выхода по току (условно).
Наливают в электролизер исследуемый электролит, помещают в него рабочий и вспомогательный электроды, собирают электрическую схему, используя в качестве источника электрического тока стабилизированный источник постоянного тока БП-5. Проводят электролиз в течение времени, рассчитанного для каждой из выбранных плотностей тока. На источнике питания выставляют рассчитанное значение силы тока. Время электролиза контролируют секундомером.
По окончании электролиза рабочие электроды (катоды) извлекают из электролизера, промывают, сушат и взвешивают. Результаты заносят в таблицу. Кроме того, в соответствующей графе таблицы описывают внешний вид и качество получаемых осадков (матовый, блестящий, пористый, беспористый, цвет, прочность сцепления с основой, наличие питтинга, дендритов и т.д.).
Рассчитывают выход металла потоку и фактическую толщину покрытия, результаты заносят в таблицу.
mтеор рассчитывают по закону Фарадея:
mi,факт. - количество граммов металла, осадившегося на катоде, г; I – значение силы тока, выставленного на источнике питания, А; ? - время электролиза, час;
q – электрохимический эквивалент металла, г/А·час.
q = MМе /nF; где n – количество электронов в реакции катодного восстановления металла; F – число Фарадея в А·ч
На основании полученных результатов строят графики зависимости ВТ от катодной плотности тока для различных типов электролитов и условий осаждения.
Исследование рассеивающей способности электролитов
Цель части IIIпрактикума – изучение распределения тока и металла в щелевой ячейке Молера, расчет рассеивающей способности электролитов по току, по металлу из данных по распределению тока и металла и расчет показателя рассеивающей способности электролита по току из поляризационных кривых и удельной электропроводности данного электролита.
Свойства и качество электрохимических покрытий определяются не только структурой, но и равномерностью распределения металла по толщине на поверхности покрываемых изделий.
Толщина электрохимических покрытий d, зависит от плотности токаik . продолжительности электролиза?и может быть вычислена с учетом выхода металла по току ВТ и электрохимического эквивалентаqi по формуле:
, где ?- плотность осаждаемого металла
Расчет по формуле дает представление лишь о средней толщине покрытия. На практике ток распределяется на поверхности электрода неравномерно, особенно при нанесении покрытии на изделия сложного профиля. Поэтому фактическая плотность тока и толщина покрытия на различных участках катода различны: на одних больше среднего значения, на других – меньше.
Это может отрицательно сказаться на коррозионных, защитных, механических и других свойствах покрытия, поскольку на отдельных участках его толщина может быть меньше минимально допустимой. В некоторых же случаях из-за неравномерного распределения тока вообще не удается получить сплошного покрытия, например, при нанесении покрытий на сложно профилированные изделия, имеющие малый диаметр отверстия, узкие углубления и т.д.
Распределение тока и металла по поверхности катода зависит от:
- геометрических факторов – размера и формы электродов и ванны, взаимного расположения анодов и катодов относительно друг друга и стенок ванны;
- от электрохимических факторов – удельной электропроводимости электролита – ? иполяризуемости электрода (?dE/di?=??E/?i?- отношения приращения потенциала при соответствующем изменении плотности тока) а также от вида зависимости выхода по току металла от плотности тока.
Различают первичное ивторичное распределение тока. Под первичным подразумевают такое распределение тока, которое зависит только от геометрических параметров и является наименее равномерным. Характерная особенность первичного распределения тока – его независимость от абсолютных геометрических размеров ванны. Оно одинаково для геометрически подобных систем любого масштаба.
Вторичное, или действительное, распределение тока отклоняется от первичного, как правило, в сторону большей равномерности. Оно зависит от поляризуемости катода ?dE/di????E/?i?, удельной электропроводимости раствора - ? и геометрических факторов.
Уравнение вторичного распределения тока имеет вид:
где – показатель рассеивающей способности потоку, который отражает влияние электрохимических факторов.
lд ,?lиlб – геометрические факторы.
1) Если ??lб. то , то распределение тока зависит только от геометрических параметров; РС электролита – плохая.
2) Если ??lб. то - распределение тока будет хорошее, рассеивающая способность электролита – хорошая.
Если показатель рассеивающей способности R – большая величина, то дробь стремится к нулю, и iб /iд ?1, то есть токи и толщина покрытия на дальнем и ближнем участках катода равны и РС электролита максимальна.

Рис. 1. Зависимость плотности тока от потенциала осаждения металла
Для 1-ой кривой ток больше на ближнем катоде.
Для 2-ой кривой очень маленькая разность между iб иiд ; РС - хорошая.

Рис. 2. Зависимость плотности тока от потенциала осаждения металла
, для 2-ой кривой поляризуемость больше, следовательно РС лучше.
Рассеивающая способность электролита (РС) – это способность электролита давать равномерные по толщине покрытия на деталях сложного профиля или способность электролита изменять первичное распределение тока.
Поляризуемость – отношение изменения потенциала к изменению плотности тока или тангенс угла наклона поляризационной кривой.
Чем больше ?, тем лучше РС, но могут быть случаи, когда факторы, увеличивающие ? будут в большей степени снижать поляризуемость электрода, тогда влияние этих факторов будет отрицательным, и РС ухудшится.
Влияние анодной поляризации: если анод (An) близко расположен к катоду (Кt) и поляризация наAnбудет различна, в этом случае анодная поляризация будет оказывать влияние на РС.
При больших расстояниях между AnиKtанодная поляризация на РС электролита не влияет.
Рассеивающая способность по металлу (РСм ) – это отношение привеса металла на ближнемKtк привесу металла на дальнемKt
Распределение по току может не совпадать с распределением по металлу, поскольку вносит свой вклад ВТ металла в соответствии с уравнением:
Поскольку ВТ зависит от плотности тока, а на различных участках катода реализуются различные плотности тока, то и ВТ на различных участках поверхности тоже различный.

Рис.3. Зависимость ВТ от катодной плотности тока ik
На рис.3 приведены различные типы зависимости ВТ от катодной плотности тока, которые могут встречаться на практике.
Более правильно сравнивать и
?распределение по металлу совпадает с распределением по току РСт ?РСм
IIслучай . ВТ уменьшается с увеличением плотности тока ВТб ?ВТд
Распределение Ме будет лучше, чем распределение тока РСм ?РСт
IIIслучай . С увеличением плотности тока (ik ) выход по току растет ВТб ?ВТд
При этом распределение Ме будет хуже, чем распределение тока РСт ?РСм
На практике часто не удается получать хорошее распределение Ме, тогда используют дополнительные аноды (для специальных целей – экраны – токопроводящие и токонепроводящие).

Чем больше расстояние между KtиAn, тем лучше РС.
Рассеивающая способность электролита рассчитывается по уравнению:
an - (iп /iср ) – первичное распределение тока;
bn - (in /iср ) – вторичное (экспериментальное) распределение тока при расчете рассеивающей способности электролита по току (РСт );
bn =?m/?mср – распределение металла при расчете рассеивающей способности электролита по металлу (РСм )
Методика проведения работы
Наиболее удобна для определения рассеивающей способности электролита щелевая ячейка Молера с пятисекционным катодом.
Разборный катод состоит из 5-ти отдельных секций – узких изолированных друг от друга пластин (1,8 см ширина, …. длина), закрепленных на оправке из токонепроводящего материала.
После подготовки катодные секции тщательно сушат и взвешивают на аналитических весах. Затем на их нерабочую сторону наносится в два-три слоя химически стойкий в исследуемом электролите лак. Подготовленные таким образом катодные секции помещают в специальный измерительный блок. Необходимо тщательно следить за равномерностью прижатия катодных секций к контактам измерительного блока. При выборе средней плотности тока необходимо исходить из того, что на ближних секциях катода плотность тока выше средней и поэтому iср должна быть такой, чтобы качество покрытия на ближних секциях было хорошим. Также необходимо проследить, чтобы катодные секции не сместились и не касались друг друга при помещении измерительного блока в ячейку. В ячейку заливают электролит до уровня 45-50 мм, помещают предварительно протравленный и промытый анод и включат ток.
Распределение тока определяют по падению напряжения на калиброванных сопротивлениях (сопротивления должны быть одинаковыми – по 0,05-0,1 Ом) включенных последовательно в цепь каждой катодной секции. Распределение металла оценивают по привесу секций за время электролиза. Ошибка, вносимая калиброванными сопротивлениями, в распределении тока, как показали специально проведенные эксперименты, довольно мала и ей можно пренебречь.

Рис.4 Схема для определения распределения тока и металла с помощью разборного катода в щелевой ячейке Молера.
Рис.5 Схема щелевой ячейки Молера.
Ячейка представляет собой плоский прямоугольный сосуд, вдоль одной из стенок которого (длиной l) располагается пятисекционный разборный катод. Анодом служит щель (шириной от 1 до 2% длины катода) между боковой стенкой и токонепроницаемой перегородкой, расположенной на расстоянииhот катода. Преимущество щелевой ячейки перед другими ячейками в том, что катодное распределение тока в ней не зависит ни от формы, ни от расположения находящегося за щелью реального анода. Кроме того щель, являющаяся в данном случае неполяризующимся анодом, не вызывает концентрационных изменений в растворе, а изменяя геометрические размеры ячейки (hиl), можно получить любое распределение плотностей тока на поверхности катода.
Наиболее удобны щелевые ячейки с разборным катодом общей длиной l=10 см и расстоянием между катодом и перегородкой, разделяющей катодное и анодное пространстваh=4,25 см.
Для определения рассеивающей способности в ячейке Молера по вышеприведенному уравнению нужно знать значение первичного распределения тока aп =(iп /iср )1 .
Первичное распределение тока в щелевой ячейке рассчитывают по уравнению Гнусина-Зражевского или определяется экспериментально в растворе PbNO3 (cнизкой электропроводностью и поляризуемостью).
В данной работе рекомендуется использовать щелевую ячейку со следующими параметрами: длина l=10 см, ширина катодного пространстваh=4,25 см, высота 7 см. Отношение максимальной плотностиimax к минимальной плотности токаimin для первичного распределения тока в этой ячейке равно 10, т.е. эта ячейка моделирует детали довольно сложного профиля. Первичное распределение токаan = (in /iср )1 в этой ячейке:
Все предложенные до сих пор методы имеют один существенный недостаток — они не воспроизводят условий реального электролиза. В идеальном случае на основании показаний лабораторного прибора мы должны иметь возможность судить о распределении тока и металла в реальном электролизере на реальных изделиях с различной геометрической формой. Такой прибор пока не создан и, пожалуй, принципиально не может быть создан вследствие сильного влияния геометрических факторов.
Предложенные до сих пор методы измерения равномерности распределения металла могут быть разделены на две основные группы. Первая группа предусматривает параллельное расположение электродов при полном пересечении ими электролита; катоды располагаются по одну или обе стороны анода на различном расстоянии от него (рис. 37). Вторая группа методов предусматривает применение катодов, согнутых под различным углом при плоских анодах. В одних методах катоды не пересекают весь электролит, в других они полностью пересекают его.
Рис. 37. Схема измерения распределения тока, по Херингу и Блюму:
д — дальний катод; б — ближний катод; а — анод; Ад—амперметр для дальнего катода; Ад — амперметр для ближнего катода; А — амперметр для измерения общей силы тока; V — вольтметр; П — переключатель
Особенностями первой группы приборов являются прямолинейное распределение силовых линий и отсутствие в них краевого эффекта. Хотя в реальном электролизере силовые линии не распределяются прямолинейно и краевой эффект (без искусственных приемов) оказывает заметное влияние, приборами первой группы удобно пользоваться для сравнения между собой электролитов различного состава, при различном электрическом и температурном режиме. Для получения воспроизводимых результатов измерения необходимо производить в электролизерах со строго постоянными размерами при одинаковом отношении расстояний катодов от анода.
Приборы второй группы имеют то преимущество, что они дают некоторое представление о распределении металла на выпуклых участках и в углублениях, но в качестве приборов сравнения менее пригодны. Они дают представление о том, как распределяется металл на данном или на подобных ему катодах, при таком же краевом эффекте, при таком же экранировании силовых линий и т. д.
Не следует обязательно соблюдать определенные размеры электродов и расстояние мёжду ними, например, обязательно применять электроды с площадью 1 дм 2. а расстояние двух катодов от анода поддерживать в отношении 5:1 или 2:1. Как размеры электродов, так и расстояние между ними могут быть произвольными. Однако для получения воспроизводимых и сравнимых результатов эти размеры должны быть фиксированы и оговорены, поскольку рассеивающая способность зависит как от размеров электродов, так и от расстояния между ними, не только относительного, но и абсолютного; с этими параметрами связано сопротивление электролита.
Ячейка Хулла, получившая в последнее время широкое применение для исследования рассеивающей способности электролитов, отличается тем, что катод расположен не параллельно аноду, а под определенным углом к нему (рис. 38). Горизонтальная проекция такой ячейки имеет вид не прямоугольника, а трапеции с определенным соотношением между размерами каждой стенки. Распределение тока на таком наклонном катоде чисто математическим путем весьма трудно рассчитать, однако экспериментально достаточно легко установить количество осажденного металла (или силу тока) на отдельных катодных полосках. Зная изменение выхода по току с плотностью тока, можно внести соответствующий коэффициент и кривые распределения тока пересчитать на кривые распределения металла. Удобнее катод сделать сборным, например, из 10 равных нумерованных частей, лежащих в одной плоскости. При этом представляется возможным каждый катодный участок взвешивать на аналитических весах до и после электролиза. Полученные при этом в результате несложного расчета значения толщин покрытий по меньшей мере на 15—20% точнее определения значений, полученных всеми другими методами.
Рис. 38. Ячейка Хулла
В ячейке Хулла можно получить представление не только о количественном распределении тока (металла) на участках катода, находящихся на различном расстоянии от анода, но и качественное представление о допустимых плотностях тока для получения светлых, полублестящих и блестящих покрытий, об изменении твердости, пористости и других характеристик на этих участках и т. д. При электроосаждении сплавов в ячейке Хулла можно устанавливать также состав сплава на различных катодных участках.
На основании данных, получаемых в ячейке Хулла. можно корректировать производственную ванну по основным и вспомогательным компонентам, например блескообразователям и др.
Для максимальной равномерности распределения тока на различных участках профилированных изделий решающую роль играют изменение потенциала с плотностью тока, электропроводность электролита и изменение выхода по току с плотностью тока. В хромовых электролитах катодный потенциал весьма незначительно меняется в пределах тех значений плотности тока, при которых происходит осаждение металла, а выход по току повышается по мере повышения плотности тока. По этим причинам при хромировании наблюдается исключительно неравномерное распределение металла и приходится прибегать к различным искусственным приемам, например к специальному расположению профилированных анодов, к применению экранов и т. д.